
🛠️ Termos Técnicos e Hardware (A Máquina)
-
FDM (Fused Deposition Modeling): Modelagem por Fusão de Filamento. É a tecnologia mais popular de impressão 3D, onde o filamento plástico é derretido e depositado camada por camada.
-
Extrusora (Extruder): O "motor" que puxa e empurra o filamento em direção ao bico aquecido. Pode ser do tipo Direct Drive (junto ao cabeçote) ou Bowden (afastada, empurrando o filamento por um tubo).
-
Hotend: O conjunto de peças aquecidas responsável por derreter o filamento. Inclui o bloco de aquecimento, o sensor de temperatura (termistor) e o bico (nozzle).
-
Nozzle (Bico): A peça final do hotend por onde o plástico derretido sai. O diâmetro padrão mais comum é o de 0.4 mm, mas existem outros para maior velocidade ou maior nível de detalhes.
-
Mesa / Bed (Cama de Impressão): A superfície plana onde a peça é construída. Na maioria das impressoras modernas, ela é aquecida para ajudar na aderência do material e evitar deformações.
Nivelamento (Bed Leveling): O processo de calibrar a distância entre o bico e a mesa para garantir que a primeira camada saia perfeita. Pode ser manual ou automático (através de sensores).

🧵 Materiais e Insumos
-
Filamento: O "consumível" da impressora FDM. É um fio de termoplástico enrolado em um carretel, geralmente com diâmetro de 1.75 mm.
-
PLA (Ácido Polilático): O filamento mais popular e fácil de imprimir. É derivado de fontes renováveis (como amido de milho), não exala odores fortes e é ideal para peças decorativas, action figures e protótipos rápidos.
-
PETG (Polietileno Tereftalato de Glicol): Um meio-termo excelente entre o PLA e o ABS. É mais resistente a impactos e à temperatura do que o PLA, sendo ótimo para peças utilitárias, suportes e objetos que vão ficar expostos ao tempo.
-
ABS (Acrilonitrilas Butadieno Estireno): Um plástico muito resistente e rígido, mas que exige impressoras fechadas para ser impresso, pois sofre muito com correntes de ar e exala fumaça tóxica.

💻 Software e Preparação
-
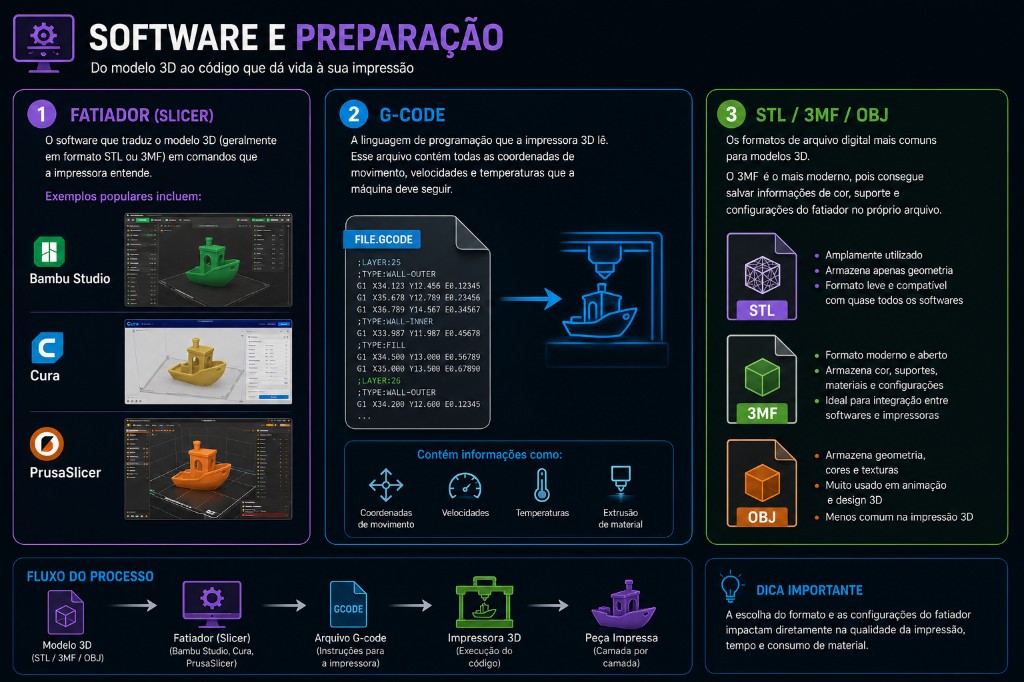
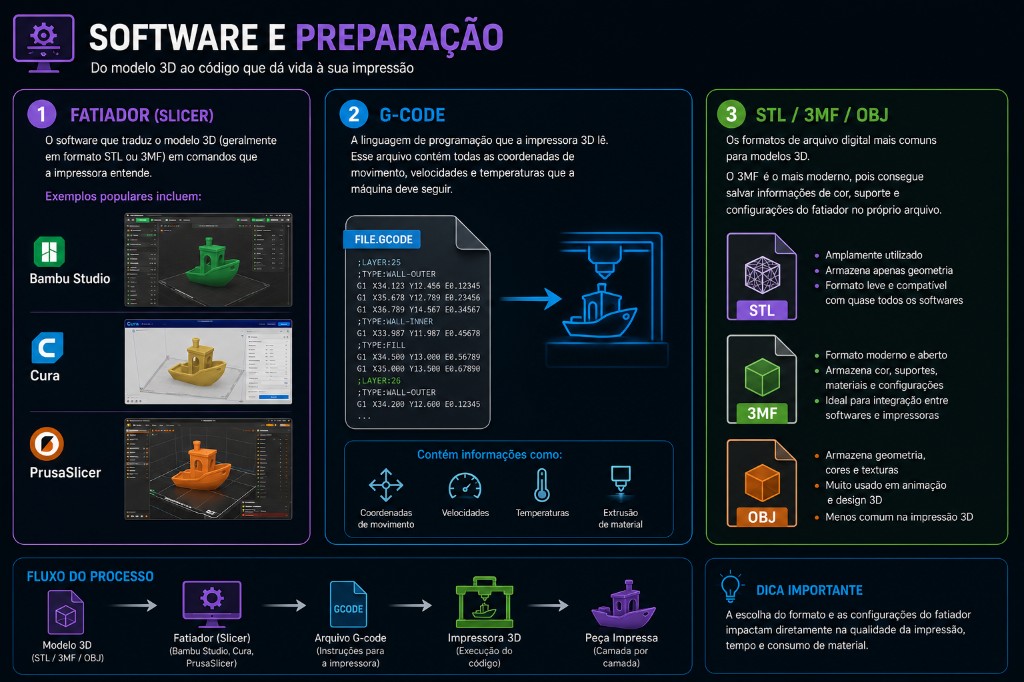
Fatiador (Slicer): O software que traduz o modelo 3D (geralmente em formato STL ou 3MF) em comandos que a impressora entende. Exemplos populares incluem o Bambu Studio, Cura e PrusaSlicer.
-
G-code: A linguagem de programação que a impressora 3D lê. Esse arquivo contém todas as coordenadas de movimento, velocidades e temperaturas que a máquina deve seguir.
- STL / 3MF / OBJ: Os formatos de arquivo digital mais comuns para modelos 3D. O 3MF é o mais moderno, pois consegue salvar informações de cor, suporte e configurações do fatiador no próprio arquivo.
📦 Anatomia de uma Impressão (Configurações)
-
Camada (Layer): Cada uma das fatias horizontais que compõem a peça final. A altura da camada (ex: 0.12 mm, 0.20 mm) determina a resolução e o acabamento visual do objeto.
-
Infill (Preenchimento): A estrutura interna da peça. Para economizar material e tempo, as peças 3D raramente são sólidas por dentro; elas usam padrões geométricos (giroidal, grade, colmeia) com uma porcentagem de densidade (ex: 15% de infill).
-
Paredes / Shells (Perímetros): As camadas externas que formam o contorno visível da peça. Quanto mais paredes, mais resistente o objeto se torna.
- Suportes (Supports): Estruturas descartáveis impressas para sustentar partes da peça que ficam "voando" no ar (ângulos maiores que 45°). Eles são removidos após o término da impressão.
⚠️ Problemas Comuns
-
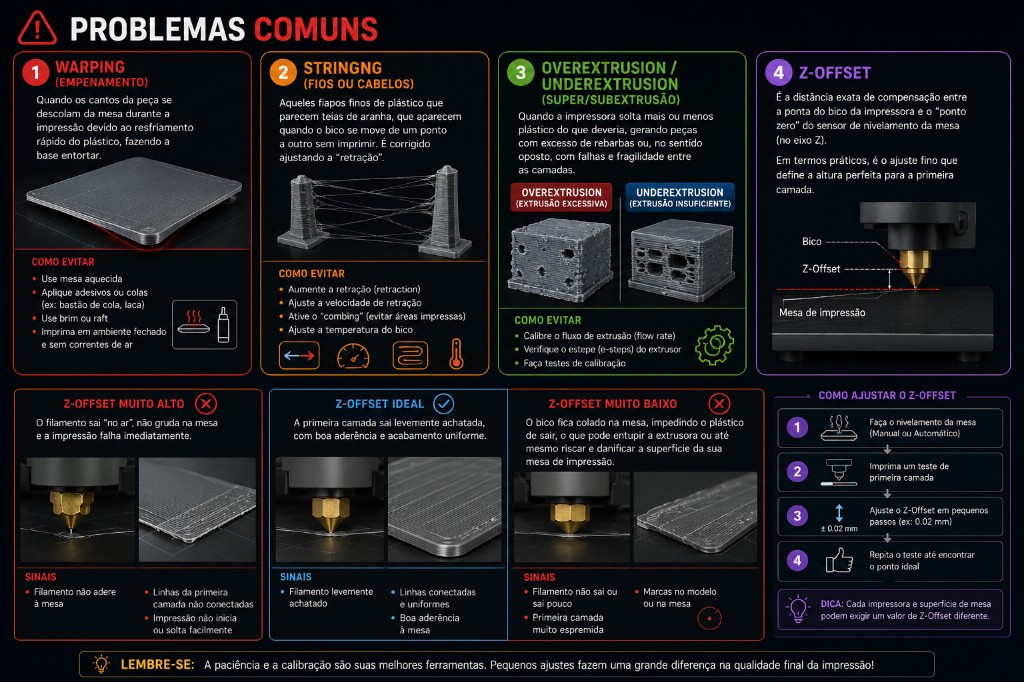
Warping (Empenamento): Quando os cantos da peça se descolam da mesa durante a impressão devido ao resfriamento rápido do plástico, fazendo a base entortar.
-
Stringing (Fios ou Cabelos): Aqueles fiapos finos de plástico que parecem teias de aranha, que aparecem quando o bico se move de um ponto a outro sem imprimir. É corrigido ajustando a "retração".
-
Overextrusion / Underextrusion (Super/Subextrusão): Quando a impressora solta mais ou menos plástico do que deveria, gerando peças com excesso de rebarbas ou, no sentido oposto, com falhas e fragilidade entre as camadas.
-
Z-Offset: É a distância exata de compensação entre a ponta do bico da impressora e o "ponto zero" do sensor de nivelamento da mesa (no eixo Z). Em termos práticos, é o ajuste fino que define a altura perfeita para a primeira camada.
- Se o Z-Offset estiver muito alto: O filamento sai "no ar", não gruda na mesa e a impressão falha imediatamente.
- Se estiver muito baixo: O bico fica colado na mesa, impedindo o plástico de sair, o que pode entupir a extrusora ou até mesmo riscar e danificar a superfície da sua mesa de impressão.
Universo da Impressão em Resina (SLA / MSLA / DLP)
-
SLA / MSLA / DLP: Tecnologias de impressão que utilizam luz para curar (endurecer) resina líquida, camada por camada. São famosas pelo altíssimo nível de detalhamento, sendo a escolha ideal para miniaturas, action figures colecionáveis e joalheria.
-
Resina Fotopolimérica: O material líquido sensível à luz (geralmente ultravioleta) utilizado nessas impressoras. Diferente dos filamentos, exige cuidados extras no manuseio, como o uso de luvas e máscaras (EPIs).
-
VAT (Tanque / Cuba): O reservatório onde a resina líquida fica depositada durante a impressão. O fundo do tanque possui uma película transparente chamada FEP Film, que permite a passagem da luz para curar a resina.
-
Plataforma de Construção (Build Plate): A superfície de metal que desce até o tanque de resina. A peça é impressa de cabeça para baixo, "grudada" nessa plataforma que vai subindo a cada camada curada.
-
Exposição (Exposure Time): O tempo (em segundos) que a tela de luz fica ligada para endurecer cada camada de resina. O tempo de exposição das primeiras camadas costuma ser bem maior para garantir que a peça não descole da plataforma.
-
Pós-Cura (Post-Curing): O processo obrigatório de colocar a peça limpa sob luz UV extra (e às vezes calor) após a impressão. Isso finaliza a reação química da resina, garantindo que o objeto atinja sua resistência e dureza máximas.
- Wash & Cure (Estação de Lavagem e Cura): Equipamentos (que podem ser 2 em 1) usados no pós-processamento de peças de resina. Primeiro, lavam a peça em álcool isopropílico para retirar o excesso de resina líquida e, depois, fazem a pós-cura com luzes UV integradas.

💬 Precisa de Ajuda com Impressão 3D?
Faça parte da Comunidade Maker ZAPT3D! 🚀
Criamos um grupo gratuito no WhatsApp para ajudar iniciantes e entusiastas da impressão 3D com dúvidas sobre:
✅ Configurações de impressão
✅ Filamentos PLA, PETG e especiais
✅ Problemas de aderência e warping
✅ Suportes e fatiamento
✅ Manutenção de impressoras 3D
✅ Troca de experiências entre makers
Se ficou com alguma dúvida sobre este artigo ou precisa de ajuda com seu projeto, entre para nossa comunidade: